楊永強*,劉睿誠,王迪
(華南理工大學機械與汽車工程學院,廣州,510640)
摘要:3D 打印技術正在快速改變我們傳統的生產方式和生活方式,以數字化、網絡化、個性化、定制化為特點的3D打印制造技術被外界認為將推動第三次工業革命。激光選區熔化技術(Selective laser melting, SLM)是金屬零件3D打印技術的典型代表。本文以激光選區熔化技術為例概括介紹了金屬3D打印設備與技術,包括SLM設備的基本構成和成型原理,對比了國內外的SLM設備參數,闡述了SLM設備應用領域,并對SLM設備及技術的發展進行了展望。
1 前言
隨著科學技術日新月異的進步,機械加工行業不斷發展。而快速成型技術,尤其是激光3D打印技術在機械加工行業中起到了越來越大的作用,并漸漸在制造業得到了廣泛應用,成為了如今機械制造業中不可或缺的一部分。3D 打印技術正在快速改變我們傳統的生產方式和生活方式,不少專家認為,以數字化、網絡化、個性化、定制化為特點的3D打印制造技術將推動第三次工業革命[1-3]。
金屬零件3D打印技術作為整個3D打印體系中最前沿和最有潛力的技術,是先進制造技術的重要發展方向。按照金屬粉末的添置方式將金屬3D打印技術分為三類:(1)使用激光照射預先鋪展好的金屬粉末,即金屬零件成型完畢后將完全被粉末覆蓋。這種方法目前被設備廠家及各科研院所廣泛采用,包括直接金屬激光燒結成型(Direct Metal Laser Sintering, DMLS)[4-5]、激光選區熔化(Selective laser melting, SLM)[6]和LC(Laser Cusing)[7] 等;(2)使用激光照射噴嘴輸送的粉末流,激光與輸送粉末同時工作(Laser Engineered Net Shaping,LENS)[8]。該方法目前在國內使用比較多;(3)采用電子束熔化預先鋪展好的金屬粉末(Electron Beam Melting, EBM)[9],此方法與第1類原理相似,只是采用熱源不同。
激光選區熔化技術是金屬3D打印領域的重要部分,其采用精細聚焦光斑快速熔化300-500目的預置粉末材料,幾乎可以直接獲得任意形狀以及具有完全冶金結合的功能零件。致密度可達到近乎100%,尺寸精度達20-50微米,表面粗糙度達20-30微米,是一種極具發展前景的快速成型技術[4],而且其應用范圍已拓展到航空航天、醫療、汽車、模具等領域。
目前SLM設備的研究和開發也成為了國內外快速成型領域的熱點。本文對SLM設備的組成和成型原理進行了一個概述性的介紹,對比了國內外SLM設備的參數,并對SLM設備和技術的發展進行了展望。
2 SLM技術的原理和設備組成
2.1 SLM成型設備
SLM設備一般由光路單元、機械單元、控制單元、工藝軟件和保護氣密封單元幾個部分組成。
光路單元主要包括光纖激光器、擴束鏡、反射鏡、掃描振鏡和F-Ө聚焦透鏡等。激光器是SLM設備中最核心的組成部分,直接決定了整個設備的成型質量。近年來幾乎所有的SLM設備都采用光纖激光器,因光纖激光器具有轉換效率高、性能可靠、壽命長、光束模式接近基模等優點。由于激光光束質量很好,激光束能被聚集成極細微的光束,并且其輸出波長短,因而光纖激光器在精密金屬零件的激光選區熔化快速成型中有著極為明顯的優勢。擴束鏡是對光束質量調整必不可少的光學部件,光路中采用擴束鏡是為了擴大光束直徑,減小光束發散角,減小能量損耗。掃描振鏡由電機驅動,通過計算機進行控制,可以使激光光斑精確定位在加工面的任一位置。為了克服掃描振鏡單元的畸變,須用專用平場F-Ө掃描透鏡,使得聚焦光斑在掃描范圍內得到一致的聚焦特性。
機械單元主要包括鋪粉裝置、成型缸、粉料缸、成型室密封設備等。鋪粉質量是影響SLM成型質量的關鍵因素,目前SLM設備中主要有鋪粉刷和鋪粉滾筒兩大類鋪粉裝置。成型缸與粉料缸由電機控制,電機控制的精度也決定了SLM的成型精度。
控制系統由計算機和多塊控制卡組成,激光束掃描控制是由計算機通過控制卡向掃描振鏡發出控制信號,控制X/Y掃描鏡運動以實現激光掃描。設備控制系統完成對零件的加工操作。主要包括以下功能:(1)系統初始化、狀態信息處理、故障診斷和人機交互功能;(2)對電機系統進行各種控制,提供了對成型活塞、供粉活塞、鋪粉滾筒的運動控制;(3)對掃描振鏡控制,設置掃描振鏡的運動速度和掃描延時等;(4)設置自動成型設備的各種參數,如調整激光功率,成型缸、鋪粉缸上升下降參數等。(5)提供對成型設備五個電機的協調控制,完成對零件的加工操作。
根據SLM工藝的需要,其所涉及的專業軟件主要有三類:切片軟件、掃描路徑生成軟件和設備控制軟件。切片軟件實施的切片處理是快速成形軟件的關鍵內容之一,其功能是將零件的三維CAD模型轉化成二維的切片模型,得到一層層的截面輪廓數據。在SLM工藝中,最基本的操作是控制激光進行掃描。由于分層得到的截面信息是輪廓數據,需要進行內部填充。掃描路徑生成軟件的功能就是由輪廓數據生成填充掃描路徑。總控軟件主要對成型過程進行控制,顯示加工狀態,進而實現人機交互。
2.2 SLM成型原理
SLM技術的基本原理是:先在計算機上利用pro/e、UG、CATIA等三維造型軟件設計出零件的三維實體模型,然后通過切片軟件對該三維模型進行切片分層,得到各截面的輪廓數據,由輪廓數據生成填充掃描路徑,設備將按照這些填充掃描線,控制激光束選區熔化各層的金屬粉末材料,逐步堆疊成三維金屬零件。
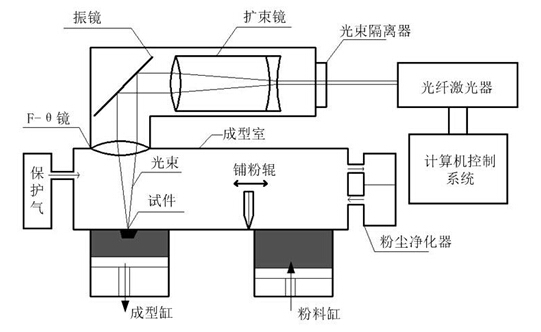
圖1 SLM成型原理圖
在設備中的具體成型過程如圖1所示:激光束開始掃描前,鋪粉裝置先把金屬粉末平推到成型缸的基板上,激光束再按當前層的填充輪廓線選區熔化基板上的粉末,加工出當前層,然后成型缸下降一個層厚的距離,粉料缸上升一定厚度的距離,鋪粉裝置再在已加工好的當前層上鋪好金屬粉末。設備調入下一層輪廓的數據進行加工,如此層層加工,直到整個零件加工完畢。整個加工過程在通有惰性氣體保護的加工室中進行,以避免金屬在高溫下與其他氣體發生反應。
3 國內外SLM設備現狀和技術對比
世界范圍內已經有多家成熟的SLM設備制造商,包括德國EOS公司(EOSING M270及其M280)[5],德國ReaLizer公司[10],SLM Solutions公司[12],Concept laser 公司(M Cusing系列)[7],美國3D公司(Sinterstation系列)[11] ,Renishaw PLC公司(AM系列)[12]和Phenix systems公司[12]等。上述廠家都開發出了不同型號的機型,包括不同的零件成型范圍和針對不同領域的定制機型等,以適應市場的個性化需求。雖然各個廠家SLM設備的成型原理基本相同,但是不同設備之間的參數還是有很大的不同,表1是對國外不同SLM設備的對比:
表1 國外SLM設備各個參數對比[5-13]
|
廠家 |
設備名稱 |
典型材料 |
能量源 |
成型件范圍(mm) |
鋪粉裝置 |
層厚
(µm) |
光學系統 |
聚焦光斑直徑(µm) |
最大掃描速度(m/s) |
成型室內環境 |
|
EOS |
EOSING M270 |
鐵基合金、銅合金、鈦合金等 |
200W fiber laser |
250×250×215 |
壓緊式鋪粉刷 |
30-100 |
F-Ө聚焦鏡+掃描振鏡 |
100-500 |
5 |
預熱+真空 |
|
EOSING M280 |
200W/400W fiber laser |
250×250×325 |
30-60 |
60-300 |
7 |
預熱+真空 |
|
ReaLizer |
SLM 100 |
不銹鋼、鈦合金、鈷鉻合金等 |
50W fiber laser |
Φ125×100 |
柔性鋪粉刷 |
20-50 |
F-Ө聚焦鏡+掃描振鏡 |
30-50 |
5 |
無預熱+真空 |
|
SLM 250 |
200W fiber laser |
250×250×300 |
20-50 |
50-100 |
5 |
無預熱+真空 |
|
SLM 300 |
200W/400W fiber laser |
300×300×300 |
20-100 |
70-200 |
5 |
無預熱+真空 |
|
Concept laser |
M1 |
不銹鋼、鈦合金、鈷鉻合金等 |
50W fiber laser |
120×120×120 |
壓緊式鋪粉刷 |
20-50 |
F-Ө聚焦鏡+數控激光頭移動 |
30-50 |
5 |
無預熱+無真空 |
|
M2 |
200W fiber laser |
250×250×280 |
20-50 |
50-200 |
5 |
無預熱+無真空 |
|
M3 |
200W fiber laser |
300×350×300 |
20-50 |
70-300 |
7 |
無預熱+真空 |
|
Mlab |
100w/50w fiber laser |
90×90×80 |
20-50 |
20-80 |
7 |
無預熱+無真空 |
|
SLM solutions |
SLM 250HL |
不銹鋼、鈦合金、鈷鉻合金、銅合金等 |
200W fiber laser |
250×250×250 |
壓緊式鋪粉刷 |
30-100 |
F-Ө聚焦鏡+掃描振鏡 |
70-300 |
5 |
無預熱+真空 |
|
SLM 280HL |
400w/1000w fiber laser |
280×280×350 |
30-300 |
70-200 |
5 |
無預熱+真空 |
|
3D Systems |
sPro 125 |
不銹鋼、鈦合金等 |
100W fiber laser |
150×150×150 |
柔性鋪粉刷 |
50-100 |
F-Ө聚焦鏡+掃描振鏡 |
70-200 |
7 |
無預熱+真空 |
|
sPro 250 |
200W fiber laser |
250×250×300 |
50-200 |
50-150 |
7 |
無預熱+真空 |
|
Renishaw PLC |
AM125 |
不銹鋼、鈦合金、鈷鉻合金 |
100W fiber laser |
125×125×125 |
壓緊式鋪粉滾筒 |
30-100 |
F-Ө聚焦鏡+掃描振鏡 |
70-100 |
5 |
無預熱+真空 |
|
AM250 |
200W /400W fiber laser |
250×250×300 |
30-100 |
70-100 |
5 |
無預熱+真空 |
|
Phenix systems |
PXL |
不銹鋼、鈦合金等 |
200W fiber laser |
250×250×300 |
柔性鋪粉刷 |
20-50 |
F-Ө聚焦鏡+掃描振鏡 |
50-100 |
7 |
無預熱+真空 |
EOS是一家較早進行激光成型設備開發和生產的公司,其生產的SLM設備具有世界領先的技術。圖2所示是EOS生產的SLM設備EOSING M270,如上表所示,該設備的各種參數都具有很大的優勢。
EOSING M270設備成型的金屬零件致密度可以達到近乎100%,尺寸精度在20-80μm,表面粗糙度Ra在15-40μm,能夠成型的最小壁厚是0.3-0.4mm。EOS公司將該設備應用在牙橋牙冠的批量生產中,目前成型工藝已經很成熟,一次成型牙冠可以達到500個[5]。
德國的Realizer公司一直致力于SLM設備的研究和開發,到目前已經開發出成熟的商品化SLM設備,包括SLM 100、SLM 250和SLM 300三種機型。圖4所示是SLM 250的外觀:
其中SLM 250可成型致密度近乎100%的金屬零件,尺寸精度為20-100μm,表面粗糙度Ra達到10-15μm,還可以成型壁厚小于0.1mm的薄壁零件。而且SLM 250可實現全自動制造,可日夜工作,有很高的制造效率。Realizer的SLM設備目前在金屬模具制造、輕量化金屬零件制造、多孔結構制造和醫學植入體領域有較為成熟的應用[10]。圖5所示的就是SLM 250設備制造的鈦合金醫學植入體:
德國Concept Laser公司是Hofmann集團的成員之一,是世界上主要的金屬激光熔鑄設備生產廠家之一。公司50年來豐富的工業領域經驗,為生產高精度金屬熔鑄設備夯實了基礎。Concept Laser公司目前已經開發了四代金屬零件激光直接成型設備:M1、M2、M3和Mlab。其成型設備比較獨特的一點是它并沒有采用振鏡掃描技術,而使用x/y軸數控系統帶動激光頭行走,所以其成型零件范圍不受振鏡掃描范圍的限制,成型精度同樣達到50微米以內[14]。圖6是M3設備的外形圖:
其中Concept Laser公司的M3設備可以成型致密度近乎100%的金屬零件,尺寸精度在20-100μm,表面粗糙度Ra在10-15μm,可成型的最小壁厚在0.3-0.4mm,而且該設備可成型的范圍較大,達到300×300×350mm。圖7是Concept Laser的SLM設備在精密金屬零件制造中的應用:
美國3D System是一家實力很強、設備很齊全的3D打印設備公司,其中主要以光固化設備和SLS設備為主,成型材料為樹脂和高分子材料。目前也開發出了成型金屬材料的SLM設備:sPro 125和sPro 250,成型的材料包括不銹鋼、鈦合金等,成型件致密度能夠達到99%,表面粗糙度Ra在10-50μm[12]。
國內的SLM領域,主要有華南理工大學[15-17],華中科技大學[18-20],南京航空航天大學 [21],北京工業大學[22]和中北大學[23]等高校。每個單位的研究重點各有優勢與不同。表2是對國內SLM設備的參數對比:
表2 國內SLM設備的參數對比[15-20]
|
機構 |
設備名稱 |
典型材料 |
能量源 |
成型件范圍(mm) |
鋪粉裝置 |
層厚
(µm) |
光學系統 |
聚焦光斑直徑(µm) |
最大掃描速度(m/s) |
成型室內環境 |
|
華南理工大學 |
DiMetal-240 |
不銹鋼與純鈦、鈦合金等、鈷鉻合金等 |
200W YAG |
240×240×250 |
壓緊式鋪粉滾筒 |
20-100 |
普通聚焦鏡+掃描振鏡 |
50-70 |
5 |
無預熱+無真空 |
|
DiMetal-280 |
200W fiber laser |
280×280×300 |
壓緊式鋪粉刷 |
20-100 |
F-Ө聚焦鏡+掃描振鏡 |
50-70 |
5 |
|
DiMetal-100 |
200W fiber laser |
100×100×130 |
柔性鋪粉刷 |
20-100 |
F-Ө聚焦鏡+掃描振鏡 |
20-60 |
7 |
|
華中科技大學 |
HRPM–Ⅰ |
不銹鋼與鈦合金等 |
150W YAG |
250×250×400 |
壓緊式鋪粉滾筒 |
50-100 |
三維振鏡動態聚焦 |
60-120 |
5 |
無預熱+無真空 |
|
HRPM–Ⅱ |
100W fiber laser |
250×250×400 |
壓緊式鋪粉滾筒 |
50-100 |
F-Ө聚焦鏡+掃描振鏡 |
50-80 |
5 |
華南理工大學激光加工實驗室分別于2004年、2007年研發了DiMetal-240、DiMetal-280,并于2012年開發了最新一款預商業化設備 DiMetal-100。
其中DiMetal-100能夠成型致密度近乎99%的金屬零件,表面粗糙度Ra在5μm-30μm之間,具有很高的尺寸精度。圖9所示是華南理工大學在探索SLM應用過程中的典型實例[15-17],其中每個例子的開發成功都具有良好的市場價值。
華中科技大學目前開發了兩套SLM設備:HRPM–Ⅰ系統和HRPM–Ⅱ系統。其中HRPM–Ⅰ系統采用150W的YAG激光器,光束質量不夠理想;而且采用雙缸下送粉方式,設備體積龐大,制造成本高,送粉時間長,影響制件生產效率。而HRPM–Ⅱ系統采用 SPI 100 W 光纖激光器,采用雙缸下送粉方式,在超輕結構復雜件的制備方面具有較強的優勢[18-20]。
從以上對比中也可以發現,與國外的SLM設備相比,國內的SLM設備還存在一定的差距,在成型精度和過程控制方面還需要改進。
4 SLM設備的展望
縱觀國內外的SLM設備和應用情況,SLM設備在以下的方面還需要不斷的改進和發展。
(1) 高性價比趨勢
SLM設備對于目前的機械加工業來說,是一個極大的創新和補充,但是SLM設備高昂的價格阻礙了它的推廣和應用。國外SLM設備售價大概在500-700萬元人民幣,還不包括后續的材料使用費等,國內的科研院所或者企業一般承擔不了如此高的成本。為了更好的推廣和發展,SLM設備必將不斷降低成本,向著一個高性價比的趨勢發展。
(2)成型大尺寸零件趨勢
目前由于激光器功率和掃描振鏡偏轉角度的限制,SLM設備能夠成型的零件尺寸范圍有限,這使得SLM設備無法成型較大尺寸的金屬零件,也限制了SLM技術的推廣應用。目前國外的SLM設備廠家正在研發大尺寸零件的成型設備,如目前Concept Laser公司開發出的M3設備已經能夠成型尺寸達到300×350×300mm的金屬零件。
(3)與傳統加工方法結合的趨勢
SLM技術雖然具有很多的優勢,但它也有制造成本高,成型件表面質量差等缺陷。因此若是能將SLM技術和傳統機加工方法結合起來,同時發揮二者的優勢,將使制造技術提升一個臺階。目前日本Matsuura公司開發出了金屬光造型復合加工設備LUMEX Avance-25,該設備將金屬激光成型和高速、高精度的切削加工結合在一起,實現了復合加工技術。LUMEX Avance-25設備可在一臺裝置內交替進行金屬激光成型和采用立銑刀的切削精加工。這樣,實現了與傳統機加工方法相當的尺寸精度和表面粗糙度,還能夠加工出傳統加工方法無法成型的復雜形狀零件。此外這種復合加工技術還能夠使制造周期大幅縮短,使一個金屬零件從設計到加工的工期縮短了61.5%。這種技術必然是今后SLM設備發展的一種趨勢[12]。
(4)訂制化、智能化趨勢
隨著各種部件不斷輕量化和集成化的發展,未來將出現訂制化的便攜式SLM設備。這些SLM設備將成為今后人們生產和工作中的實用工具,顛覆傳統制造方式,并改變人們的生活方式。
球化和翹曲是SLM成型過程中最主要的缺陷,為了克服這些缺陷,制造出高質量的金屬成型件,未來的SLM設備需要具有智能化的過程控制功能。球化是由每一層粉末熔化時的微小缺陷累積而成,而每一層的成型質量由工藝參數決定。因此如果能夠在SLM成型過程中實現智能實時監控,在出現微小缺陷時就自動調整工藝參數消除缺陷,這樣就能避免成型缺陷,得到高質量高精度的金屬零件。
5 結論
金屬零件3D打印技術作為整個3D打印體系中最為前沿和最有潛力的技術,是先進制造技術的重要發展方向。SLM設備一般由光路單元、機械單元、控制單元、工藝軟件、保護氣密封單元幾個部分組成。國內外有多家科研機構和廠家都開發出了較為先進的SLM設備,并且有了成熟的應用。開發高效率、高性價比、大范圍和結合傳統機加工方法的SLM設備,是未來金屬3D打印的發展方向。
方圓激光www.blz520.com
2015-112701
|
