|
模具激光補焊工藝參考(以方圓激光180W激光補焊機為例)
一、 波形參數。
以0.4mm的焊絲為例,采用如下波形:
0.3ms 100%
8.0ms 90%
最大電流100-200A,頻率5Hz;
正離焦,離焦量以補焊時焊絲剛剛熔透再稍微靠近焦點一點為宜;
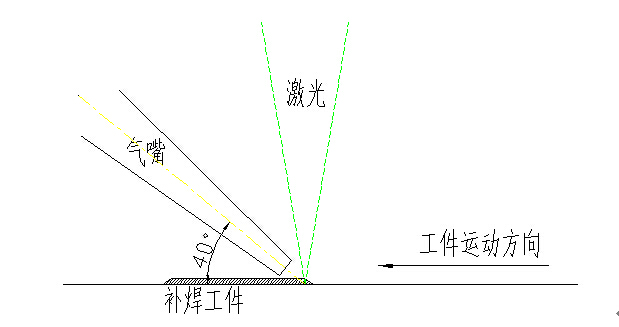
吹氣方式,采用側吹,氣嘴與工件平面的夾角為40度,并盡量靠近焊點處,吹向未焊過的一邊,如圖:
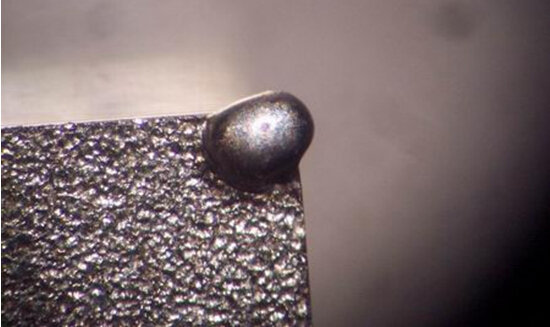
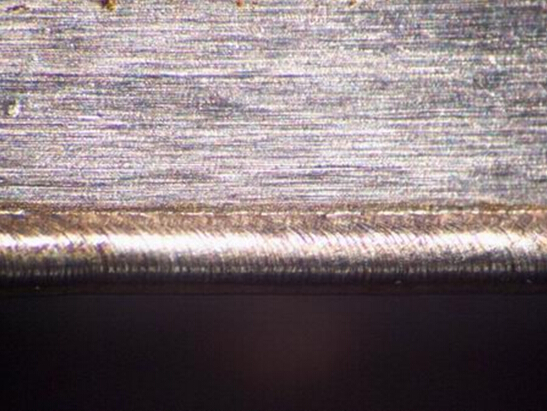
二、 焊接效果以焊斑飽滿,邊緣整齊,不會有塌陷為宜,如圖:
光斑密度(0.05-0.2)

點,直線效果(安裝調試請確認光斑質量OK)

平面效果(注意焊縫覆蓋順序)

頂點效果(棱角焊接,頻率1-2HZ)
邊角效果(請使用V字吸鐵石)
關鍵詞:模具激光補焊工藝圖片|模具激光補焊實例參考|模具激光補焊|模具激光補焊機|模具補焊設備|上海模具補焊加工
方圓激光www.blz520.com
2015-033001 |
